Zarf analizi, teşhisin odak noktası olarak, titreşim sinyallerindeki genlik değişimlerini hedefler. Geleneksel yöntemlerin aksine, dişli hasarı veya rulman kusurları gibi yaklaşan arızalarla ilişkilendirilen modülasyonları tespitte üstün bir performans sergiler. Sinyal zarflarını detaylı bir şekilde inceleyerek, bakım ekiplerine makine sağlığı konusunda geniş bir bakış açısı kazandırarak zamanında müdahale imkanı verir ve böylece genel güvenilirliği artırır.
Titreşim Analizi Temelleri
Titreşim sinyalleri, makine sağlığının temel göstergeleridir ve mekanik hareketi temsil eder. Bu sinyaller, döner makine bileşenleri içindeki dinamik etkileşimlerden kaynaklanır. Bu titreşimleri anlamak, ekipmanın durumunu değerlendirmek için hayati önem taşır. Titreşim sinyalleri, mekanik salınımın frekansı, genliği ve fazı hakkında bilgi taşır ve teşhis analizinin temelini oluşturur.
Frekans Alanı Analizi
Frekans alanı analizi, titreşim sinyallerini bileşen frekanslarına ayırma işlemini içerir. Bu süreç, sinyalin spektral içeriğini ortaya çıkararak baskın frekans bileşenlerini belirler. Frekans alanı analizi için yaygın araçlar arasında Fourier dönüşümleri ve spektral analiz bulunur. Bu yaklaşım, özellikle dengesizlik veya hizalama sorunları gibi makine arızaları ile ilişkilendirilen belirli titreşim örüntüleri belirlemede değerlidir.
Zaman Alanı Analizi
Buna karşın, zaman alanı analizi sinyalin davranışına zaman boyutunda odaklanır. Titreşim sinyalinin zaman içinde nasıl değiştiğini inceleyerek, makine titreşimlerinin zamansal özellikleri hakkında bilgi sağlar. Zaman alanı teknikleri, dalga formu analizi ve istatistiksel ölçümler gibi, makinenin dinamik davranışının kapsamlı bir anlayışını sunar, geçici olayların ve düzensizliklerin belirlenmesine yardımcı olur.
Geleneksel Analiz Yöntemlerinin Sınırlamaları
Geleneksel titreşim analizi yöntemleri değerli içgörüler sağlasa da sınırlamalara sahiptir. Bu yöntemler, özellikle yüksek seviyede arka plan gürültüsüne sahip karmaşık endüstriyel ortamlarda, sinyalin içinde gizlenmiş erken aşama arızaları veya ince anomalileri tespit etmekte zorlanabilir. Ayrıca, geleneksel yaklaşımlar, belirli arıza türlerini tanımlamak için gereken hassasiyeti sağlamada eksik kalabilir ve bu nedenle zarf analizi gibi daha gelişmiş tekniklerin entegrasyonunu gerektirebilir.
Zarf Analizinin Temelleri
Zarfın Tanımı
Sinyal işlemede zarf, bir sinyalin maksimum genlik varyasyonlarını belirleyen bir eğriyi ifade eder. Makine teşhisi bağlamında zarf, titreşim sinyalinin düzleştirilmiş bir versiyonunu temsil eder ve zaman içindeki genlik değişikliklerini vurgular. Özellikle çeşitli arızalar ve düzensizliklerle ilişkilendirilen sinyal içindeki modülasyonları yakalamak konusunda önemli bir rol oynar.
Modülasyonları Tanımlamadaki Önemi
Zarfin temel önemi, titreşim sinyali içindeki modülasyonları yakalama yeteneğinde saklıdır. Modülasyonlar, genellikle döner makinelere ait arızaların veya anormalliklerin varlığını gösteren genlikte periyodik değişimlerdir. Zarf analizi, bu modülasyonları izole etme konusunda üstün bir performans sergileyerek, ham titreşim sinyalinde belirsizleşmiş olan temel arıza imzalarını açık ve belirgin bir şekilde temsil eder.
Ham Titreşim Sinyali Analizi ile Karşılaştırma
Zarf analizini geleneksel ham titreşim sinyali analizi ile karşılaştırmak, arıza tespitindeki üstünlüğünü ortaya koyar. Ham sinyaller, makine titreşimlerinin detaylı ancak gürültülü bir temsilini sunarken, zarf analizi daha rafine, ve geniş bir perspektif sağlar. Genlik değişikliklerine odaklanarak, zarf analizi gereksiz detayları filtreleyerek, gelişen arızalarla ilişkilendirilen ince değişikliklere daha duyarlı hale gelir.
Zarf Analizinin Avantajları
Artan Hassasiyet: Zarf analizi, erken aşama arıza tespiti hassasiyetini artırarak, sorunları daha büyümeden tanımlama olanağı sağlar.
Gürültülü Ortamlarda Etkili: Önemli arka plan gürültüsüne sahip endüstri ortamlarında, zarf analizi, çevresel gürültüden arıza ile ilişkili modülasyonları izole ederek, sinyal netliğini artırır.
Arıza İmzasını Büyütme: Zarf analizi, ham sinyalde hafif veya maskeleme eğiliminde olan arıza imzalarını büyüterek, teşhis için bir büyüteç görevi görür.
Proaktif Bakım: Erken aşama arızaları tespit etme yeteneği, proaktif bakımı mümkün kılarak, makinelerin toplam ömrünü uzatır ve iş düzenini iyileştirir.
Sinyal Toplama ve Ön İşleme
Sinyal Şartlandırma ve Yükseltme
Sensörlerden elde edilen ham sinyaller genellikle analiz için hazırlanmak üzere sinyal şartlandırmasından geçer. Sinyal şartlandırma, yükseltme, analog-dijital dönüşüm ve filtreleme gibi işlemleri içerir. Yükseltme, sinyalin gücünü artırarak, gürültü tarafından gölgede kalmış ince titreşimlerin belirgin hale gelmesini sağlar. Doğru sinyal şartlandırması, analiz boyunca sinyal bütünlüğünü korumak için önemlidir.
Doğru Sensör Yerleştiriminin Önemi
Titreşim sensörlerinin yerleştirilmesi, veri toplamanın doğruluğunu etkileyen kritik bir faktördür. Sensörler, makinenin sağlığıyla doğrudan ilişkili titreşimleri yakalamak üzere stratejik bir şekilde yerleştirilmelidir. Doğru sensör yerleştirmesi, elde edilen sinyallerin rulmanlar, dişliler veya dönen miller gibi temel bileşenlerin durumunu doğru bir şekilde yansıttığından emin olur. Yanlış sensör yerleştirmesi, aldatıcı veya eksik veriye yol açabilir.
Zarf Çıkarma için Filtreleme Teknikleri
Etkili zarf çıkarma, önceki işleme aşamasında kusursuz sinyallere dayandığından, filtreleme bu aşamada kritik bir rol oynar. Band geçiren filtreler gibi filtreleme teknikleri, ilgili belirli frekans bantlarını izole etmeye yardımcı olur. Bu adım, özellikle zarf analizi için önemlidir, çünkü makine arızaları ile ilişkilendirilen modülasyonların çıkarılmasını artırırken, gereksiz frekans bileşenlerinden veya arka plan gürültüsünden gelen müdahaleyi minimize eder.
Zarf Çıkarma Teknikleri
Hilbert Dönüşümü ve Zarf Analizindeki Rolü
Hilbert dönüşümü, zarf analizinde merkezi bir rol oynayarak gerçek değerli bir titreşim sinyalinden analitik sinyali çıkarma olanağı sağlar. Bu, orijinal sinyalin fazını 90 derece kaydırarak gerçek ve sanal bileşenleri içeren karmaşık bir sinyal üretir. Zarf, bu analitik sinyalin büyüklüğünün hesaplanmasıyla elde edilir ve zaman içinde sinyalin genlik değişimlerini vurgular.
Analitik Sinyal Temsili
Analitik sinyal temsili, orijinal sinyali ve onun Hilbert dönüşümünü içeren karmaşık bir sinyal oluşturarak genlik modülasyonlarının kapsamlı bir analizini kolaylaştırır. Gerçek ve hayali bileşenleri birleştirerek, analitik sinyal titreşim sinyalinin anlık genlik ve faz özelliklerini yakalar. Bu temsil, makine arızalarını gösteren modülasyonları ayırt etmek için temel bir öneme sahiptir.
Demodülasyon Teknikleri
Demodülasyon teknikleri, makine arızaları ile ilişkilendirilen düşük frekanslı bileşenleri yüksek frekanslı taşıyıcı sinyalden izole etmek için kullanılır. Analitik sinyali demodüle ederek, uygulayıcılar zarfı çıkarabilir ve potansiyel arıza işaret eden genlik değişimlerini etkili bir şekilde vurgulayabilirler. Demodülasyon, arıza ile ilişkilendirilen modülasyonları genel titreşim sinyalinden ayırmada özellikle değerlidir.
Zarf Çıkarma Algoritmaları (Örneğin Ampirik Mod Ayrışımı)
Zarf çıkarma genellikle karmaşık algoritmaları içerir, bunlardan biri de Ampirik Mod Ayrışımı (EMD) olarak bilinen dikkate değer bir yaklaşımdır. EMD, karmaşık bir sinyali farklı ölçeklerdeki osilatuar bileşenlerini temsil eden bir dizi içsel mod fonksiyonuna (IMF) ayırır. Zarf daha sonra bu IMF’lerden çıkarılır, bu da belirli arıza frekanslarıyla ilişkilendirilen genlik modülasyonlarının detaylı bir analizine olanak tanır.
Zarf Analizinde Arıza İmzaları
Dişli Arızası ve Modülasyon Etkileri
Dişli arızası, döner makinalarda yaygın bir sorundur ve zarf analizi tespitinde son derece etkilidir. Dişliler aşındıkça veya hasar gördükçe, titreşim sinyalinde dişli temas frekansının harmoniklerinde modülasyonlar meydana gelir. Zarf analizi, bu modülasyonları vurgular ve zarfın içinde gözlemlenen belirgin örüntüler aracılığıyla dişli arızasının erken tespitini mümkün kılar.
Rulman Kusurları ve Zarf Üzerindeki Etkileri
Rulman kusurları, çukurluk veya soyulma gibi, titreşim sinyalinde karakteristik modülasyonlar oluşturur. Zarf analizi, bu modülasyonları arttırarak, rulman kusurlarıyla ilişkilendirilen belirli frekansları tanımlamayı mümkün kılar. Zarf üzerine odaklanarak, analistler rulman bozulmasının erken aşamalarını belirleyebilir, zamanında müdahale sağlayabilir ve büyük sorunlara yol açan arızaları önleyebilir.
Hizalama Hatası ve Zarf Üzerindeki Yansıması
Döner makinelerdeki hizalama hatası, titreşim sinyalinde dönme hızı ve hizalama kendisi ile ilişkili frekansta modülasyonlara neden olur. Zarf analizi, bu modülasyonları ayırt ederek, hizalama sorunlarına açık bir işaret sağlar. Zarf analizi aracılığıyla hizalama hatasını belirlemek, bakım ekiplerine sorunu derhal düzeltme ve bileşenlere daha fazla zarar vermeden makinenin performansını optimize etme imkanı tanır.
Zarf Analizi ile Tespit Edilen Diğer Yaygın Arızalar
Dengesizlik: Döner bileşenlerdeki dengesizlikler, titreşim sinyalinde özellikle dönme frekansında modülasyonlara neden olur. Zarf analizi, bu modülasyonlara duyarlılığı artırarak, dengesizlik sorunlarının tespitine yardımcı olur.
Gevşeklik: Gevşek bileşenler darbe kuvvetleri oluşturur ve titreşim sinyalinde modülasyonlara yol açar. Zarf analizi, bu modülasyonları arka plan gürültüden ayırt ederek, makinedeki gevşemenin erken tespitini kolaylaştırır.
Kayış veya Bağlantı Sorunları: Zarf analizi, kayış veya bağlantılarla ilgili sorunları, kayma veya aşınma gibi, tespit etmede etkilidir. Bu sorunların neden olduğu modülasyonlar zarf içinde vurgulanır, hedefe yönelik teşhis imkanı sağlar.
Zarf Analizi Vaka İncelemesi: Rulman Arızası
Rulman arızaları, tüm makinenin ve hatta üretim hattının uzun vadeli bir süreç boyunca durmasına neden olabilir. Çünkü rulman arızaları elektrik motorlarının arıza modlarının %41’ini oluşturur ve tahmini çalışma ömründen çok daha erken başarısız olma eğilimindedirler. Bu nedenle, rulmanların sürekli izlenmesi ve arıza tahminleri yapılması büyük bir gereklilik haline gelir.
Makine parçalarının işlemesi her zaman titreşim üretir. Rulman arızaları genellikle titreşim örüntülerinde değişikliklere neden olur. Bu titreşimler, makinenin uygun noktalarına monte edilen sensörlerle ölçülebilir. Ölçülen titreşim sinyalleri sayısallaştırılır ve işlenir. Çeşitli sinyal analizi teknikleri kullanılarak ilgili arıza sinyal bileşenleri çıkarılıp incelenebilir. Bu sayede rulman arızaları ve kusurları tespit edilip izole edilebilir.
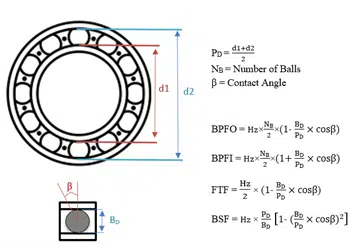
Titreşim analizinde ana unsur harmonik analizdir. Sürücü frekansı ve onun harmonikleri, bu harmoniklerin yan bantları ile analiz edilir. Ancak rulman arızalarında frekanslar sürücü frekansının tam katlarıyla tam olarak örtüşmez. Yetersiz yağlama, yanlış montaj veya oluklu olma gibi nedenlerle rulmanlardaki aşınmalar belirli frekansta titreşim oluşturur. Rulmanlar dört temel mekanik parçadan oluştuğundan (dış halka, bilye, kafes ve iç halka), her bir parçanın kendi özel arıza frekansı vardır. Bu arıza frekansları BPFO (Dış Bilye Geçiş Frekansı), BSF (Bilye Dönme Frekansı), FTF (Temel Tren Frekansı) ve BPFI (İç Bilye Geçiş Frekansı) içerir.
Bant Seçimi
Titreşim spektrumunda rulman arızalarının meydana geldiği frekans aralığını seçmek ve bant dışındaki tüm bileşenleri kaldırmak gereklidir. Bu seçilen frekans aralığının sadece rulman arızalarıyla ilişkili olduğu ve diğer makine arızalarıyla ilgili olmadığı varsayılır. Bu frekans bandının optimum aralığı, bu rulman arızasının karakteristik frekansını sistemlerin yapısal rezonansıyla birleştiren bir aralık olabilir. Bu aralık manuel olarak seçilebilir ve ters Fourier Dönüşüne yerleştirilebilir, aynı zamanda spektral kurtosis, EMD (Ampirik Mod Ayrışımı) ve diğer optimizasyon algoritmaları ile otomatikleştirilebilir.
Zarf Spektrumu
Sinyal, rulman arızasının karakteristik frekansını sistemlerin yapısal rezonansıyla birleştiren bir bant aralığı seçilerek modüle edilir ve Ters Fourier Dönüşümü alınır. Ardından, zamana göre dalga formundaki modüle sinyal, Hilbert Dönüşümü tarafından sarmalanır. Zarf Spektrumu, bu sarmalanan sinyalin Fourier Dönüşümü alınarak elde edilir. Yukarıda belirtilen rulman arızası frekanslarında Zarf Spektrumu’nda baskın bir titreşim varlığı, rulman arızasını gösterecektir.
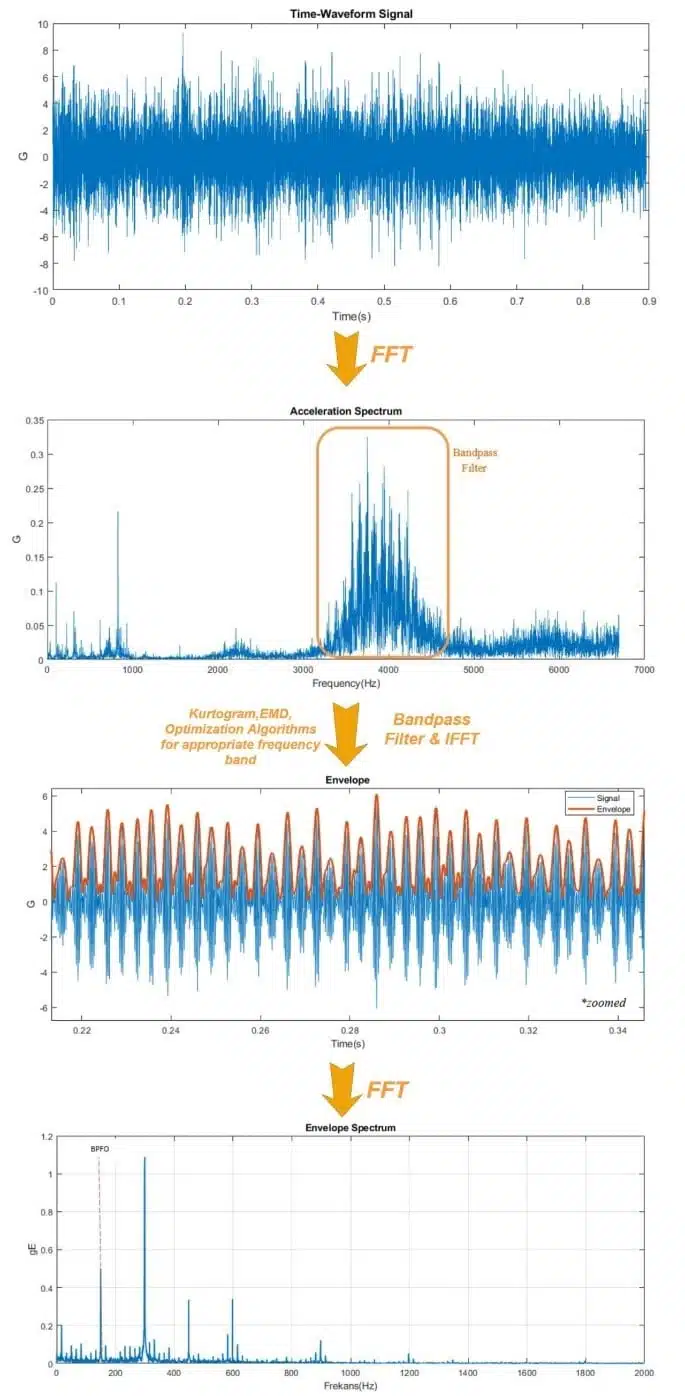
Fig. 1 Failure Mode Diagram
Sonuç
Değerlendirme amplitüt modülasyonu temelli rastgele titreşim ve yapısal rezonans üzerinden, zarf analizi bir rulmanın durumunu tespit etmek ve değerlendirmek için etkili yollardan biridir. Zarf tespitinde filtreleme ve düzeltme yerine Hilbert Dönüşümü kullanmak, rulman arıza teşhisi için amplitüt demodülasyonun yanı sıra faz demodülasyonu ve frekans demodülasyonu sağlar. Frekans demodülasyonu, dişli kutusu teşhisi için yol açar ve tork titreşimleri nedeniyle ortaya çıkan sorunların giderilmesine olanak tanır.
İlgili Bloglar

Akıllı Fan Bakımı: Reaktiften Proaktife Geçiş
Önde gelen bir hızlı tüketim ürünleri (FMCG) üreticisi, endüstriyel fan bakımını, reaktif ve takvime dayalı servis…
Tahribatsız Muayene (NDT) nedir?
Tahribatsız Muayene (NDT), malzemelerin bütünlüğünü hasara neden olmadan değerlendirmek için çeşitli teknikleri kapsar.…
Ekipman Amortismanı
Ekipman Amortismanı, makine, araç ve diğer maddi varlıkların değerinin zaman içinde kademeli olarak azaltılmasını…
Bakım Alanında Otomasyonun Geleceği
Bakım sektörünün geleceği otomasyonda yatıyor, verimlilik ve hassasiyetle sektörlerde devrim yaratıyor. Otomatik…

Bakım Programları için Program Uyumluluğunun İyileştirilmesi
Bakım programlarında program uyumluluğunu artırmak, operasyonel verimliliği optimize etmek ve arıza süresini en aza…
Kestirimci Bakım ile Maliyet Tasarrufu
Kestirimci bakım, ekipman arızalarını önceden tespit ederek önemli ölçüde maliyet tasarrufu sağlar. Kestirimci bakım,…
Kestirimci Bakım Çözümleriyle Plansız Duruş Sürelerinin Azaltılması
Kestirimci bakım çözümleri, sektörlerin plansız arıza süreleriyle başa çıkma yöntemlerinde devrim yaratıyor. Veri…
2024’te Kestirimci Bakım Alanında Gelişen Trendler
2024 yılında kestirimci bakım birçok yenilikçi eğilime tanıklık ediyor. Yapay zeka ve makine öğrenimi algoritmaları…

Varlık Yönetimi ve Güvenilirlik Bakım Standartları
Bakım standartları, etkin varlık yönetimi ve güvenilirliğin ayrılmaz bir parçasıdır. Ekipmanların bakımı, güvenliğin…

Sensemore Kestirimci Bakım Çözümü
Bu blogu beğendiyseniz Kestirimci Bakım Çözümü sayfamızı inceleyin.